
“ΜΓΔ¥ξΑεΉ¥Ε‘ΆΏάψ÷ΫΑε”Αœλ
¥ξΑεΉ¥ΗΏΒΆ≤ΜΤΫ «ΆΏάψ÷ΫΑεΆβΙέ…œΒΡΟΪ≤ΓΘ§Φ¥ΆΏάψ÷ΫΑε±μΟφ≤Μ «“ΜΗωΤΫΟφΘ§Εχ «‘ΎΡ≥–©≤ΩΈΜ―ΊΉ≈ΆΏάψΙΒ≤έΘ§–Έ≥…ΚαœρΒΡΓΔ≤®ΖεΚΆ≤®Ι»ΫΜ¥μΒΡ¥ξΑεΉ¥±μΟφΘ§Ω¥…œ»ΞΚΟœώ «‘ΎΜζΤς‘Υ––ΖΫœρ…œΟφ÷ΫΥ…≥ΎΝΥΓΘ
Υυ”ΟΒΡΟφ÷Ϋ≤ΡΝœ‘Ϋ«αΘ§¥ξΑεΉ¥ΒΡΗΏΒΆ≤ΜΤΫ‘Ϋ―œ÷ΊΘΜάψ–Ά‘Ϋ¥σΘ§¥ξΑεΉ¥ΒΡΗΏΒΆ≤ΜΤΫ“≤‘ΫΟςœ‘ΓΘ»γΙϊ Ι”ΟΒΆΩΥ÷ΊΟφ÷ΫΘ§¥ξΑεΉ¥ΒΡΗΏΒΆ≤ΜΤΫΜΙΜα‘Ύ±μΟφΒΡάψΕΞ÷°Φδ”–“Μ–©–ΓΤχ≈ί≤ζ…ζΘ®ΦϊΆΦ1ΓΔΆΦ2Θ©ΓΘ
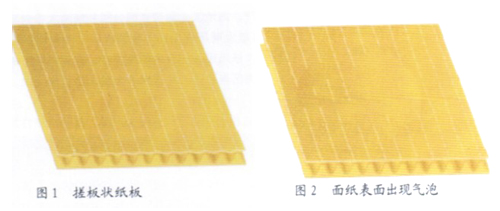
ΕΰΓΔ¥ξΑεΉ¥≤ζ…ζΒΡ‘≠“ρ
¥ξΑεΉ¥ «”…”ΎΙΐΕύΒΡΫΚΥ°ΦΖΒΫΫΚœΏΒΡΝΫ≤ύΘ§ΫΚΥ°Η…‘οΚσ≤ζ…ζΒΡ’≈ΝΠ Ι”Ο÷Ϋœ¬œίΓΘΕ‘≤ζ…ζ¥ξΑεΉ¥œ÷œσΒΡ‘≠“ρΘ§––“ΒΡΎΙέΒψ≤Δ≤ΜΆ≥“ΜΘ§ΒΪΩ…“‘ΙιΡ…ΈΣ“‘œ¬»ΐΖΫΟφΘΚ
1. …œΫΚΜζ…œΒΡΫΚΝΩΧΪ¥σΘΜ
2. Οφ÷ΫΈϋ ’ΙΐΕύΥ°ΖίΘΜ
3. “‘…œΝΫ÷÷‘≠“ρΉέΚœ“ρΥΊΓΘ
»ΐΓΔ»γΚΈΫβΨωΆΏάψ÷ΫΑε¥ξΑεΉ¥
‘ΎΆΏάψ÷ΫΑε…ζ≤ζœΏ…œΘ§“Σ…ζ≤ζΚœΗώΒΡΆΏάψ÷ΫΑεΘ§ΨΆ“ΣΫβΨωάψ÷ΫΑε¥ξΑεΉ¥ΒΡΈ ΧβΓΘ¥ξΑεΉ¥”κΫΚΝΩΧΪ¥σΚΆΆΏάψ‘≠÷ΫΈϋΥ°–‘”–ΙΊΘ§Εχ≤ζ…ζάψ÷ΫΑε¥ξΑεΉ¥÷ς“Σ”…“‘œ¬ΥΡΗωΖΫΟφ‘λ≥…ΘΚ
1. …η±Η“ρΥΊΘΜ
2. ÷Ϋœδ…ζ≤ζΙΛ“’;
3. ≤ΌΉςΥ°ΤΫΘΜ
4. ‘≠÷ΫΓΘ
œ¬Οφ¥”“‘œ¬ΥΡΗωΖΫΟφΫχ––ΧΫΧ÷Θ§Ζ÷ΈωΆΏάψ÷ΫΑε≥ωœ÷¥ξΑεΉ¥ΒΡ‘≠“ρΦΑ»γΚΈΩΊ÷Τ÷ΫΑε÷ ΝΩΓΘ
Θ®“ΜΘ©…η±Η“ρΥΊ
‘Ύ…œΫΚΜζΒΡΆΩΫΚΙθ…œ”–“Μ≤ψΫΚΡΛΘ§Β±―Ι‘ΊΙθ ©Φ””ΎΆΩΫΚ¥Π ±Θ§ΨΆ”–Εύ”ύΒΡπΛΚœΦΝ±ΜΦΖΒΫάψΕΞΝΫ≤ύΘ§‘λ≥…Β±±μΟφ’≥Κœ‘Ύ≥ίΕΞΫœΩμ«χ”ρ÷– ±Θ§±»“Σ«σΒΡ’≥ΚœΥυ±Ί–κΒΡ«χ”ρ“ΣΩμΓΘ’β–©Ε―ΜΐΒΡπΛΚœΦΝΗ…‘οΚσΨΆΜα ’ΥθΘ§Εχ ’Υθ”÷ΫΪΒΆΩΥ÷ΊΟφ÷Ϋœρœ¬ά≠≤ΔΫΪΟφ÷ΫΙΧΕ®‘ΎΆΏάψ≥ίΕΞ÷°ΦδΘ§’β―υΨΆ–Έ≥…¥ξΉ¥ΒΡΗΏΒΆ≤ΜΤΫΓΘ
ΗΏΩΥ÷ΊΒΡΟφ÷Ϋ”≤Ε»ΚΟΘ§ΡήΒ÷ΩΙ’β―υœρœ¬ΒΡά≠ΝΠΓΘΒΪ «Θ§Β±πΛΚœΦΝΗ…‘οΚσΘ§πΛΚœΦΝΒΡ ’ΥθΩœΕ®ΜαΖΔ…ζ“Μ–©±δΜ·ΓΘΒ±≤…”ΟΗΏΩΥ÷ΊΟφ÷ΫΘ®140g/m2“‘…œΘ© ±Θ§Ά®≥ΘΜα Ι”ΟΆΏάψ–Ψ÷Ϋ±δ–ΈΓΘ”…”Ύ≥ίΕΞΒΡΕΞ≤Ω±Μά≠ΤΫ“ΜΒψΘ§Μα ΙΆΏάψ÷ΫΑεΒΡΚώΕ» ήΒΫ«αΈΔΒΡΥπ ßΓΘ
Έ“Ο«Ω…“‘”Ο“‘œ¬ΒΡ Β―ιΥΒΟς’β“ΜΒψΘΚ”Ο“ΜΗυΒΈΙήΜρΤδΥϋάύΥΤΤςΨΏ‘Ύ“ΜΩιΤΫΒΡΟφ÷Ϋ…œΜ≠…œ’≥ΚœœΏΘ§’β–©’≥ΚœœΏΜα≤ζ…ζ¥ξΑεΉ¥ΒΡΗΏΒΆ≤ΜΤΫΒΡΈ ΧβΓΘΦ¥ ΙΟΜ”–”ΟΟφ÷Ϋ»ΞΧυΚœΒΞΟφΆΏάψ÷ΫΑεΘ§‘ΎΝΫΧθ’≥ΚœœΏ÷°Φδ“≤Μα–Έ≥…ΒΆΙ»ΓΘ
ΝμΆβ“ΜΗω Β―ιΫχ“Μ≤Ϋ÷ΛΟς «πΛΚœΦΝΕχ≤Μ «ΤδΥϋΒΡ‘≠“ρΘΚΧτ―Γ“Μ–©”–―œ÷Ί¥ξΑεΉ¥ΗΏΒΆ≤ΜΤΫΒΡΥΪΆΏάψ÷ΫΑεΘ§ΫΪΥϋΫΰ»κΥ°÷–≤Δά¥ΜΊΑΎΕ·÷±ΒΫΥ°ΖίΆξ»Ϊ±ΞΚΆΈΣ÷ΙΓΘ»Γ≥ωΆΏάψ÷ΫΑεΘ§ΫΪΕύ”ύΥ°ΖίΕΕΒτΘ§ΫΪΝΫΟφ”ΟΟφ÷ΫιΏΗ…Θ§‘ΎΦΗΖ÷÷”÷°ΡΎΘ§¥ξΑεΉ¥ΗΏΒΆ≤ΜΤΫΜαΩΣ Φœϊ ßΓΘ“ρΈΣπΛΚœΦΝΈϋ ’Υ°Ζ÷ΚσΩΣ ΦΥ…≥ΎΜρ≈ρ’ΆΘ§¥Υ ±Οφ÷Ϋ≤Μ‘Ό±Μ’≥ΙΧ‘ΎάψΕΞΝΫ≤ύ…œΘ§Εχ «ΜΊΒΫ≥ίΕΞΕΞ≤Ω÷°Φδ±Θ≥÷ΤΫ÷±ΒΡΉ¥Χ§ΓΘ”…”ΎπΛΚœΦΝΚΆΟφ÷ΫΕΦΈϋ ’ΝΥΥ°ΖίΘ§ΒΦ÷¬Οφ÷Ϋ≈ρ’ΆΘ§–Ψ÷Ϋ“≤”–œύ”ΠΒΡ≈ρ’ΆΘ§Υυ“‘‘ΎΟφ÷Ϋ…œΩ¥≤ΜΒΫΥ…≥Ύœ÷œσΘ®¥ξΑεΉ¥Θ©ΓΘ
ΈΣΝΥΦθ…ΌΆΩΫΚΝΩΘ§±Ί–κΩΊ÷Τ…œΫΚΜζΆΩΫΚΙθΓΔ‘»ΫΚΙθΒΡΨΪΕ»Θ§ΩΊ÷Τ…œΫΚΜζΒΡΆΩΫΚΦδœΕΓΘ
1ΓΔΆΩΫΚΙθΓΔ‘»ΫΚΙθ‘≤÷υΕ»≤Μ≥§Ιΐ0.012 mmΘ§ΆΩΫΚΙθΓΔ‘»Ϋ§ΙθΒΡΧχΕ·ΝΩ≤ΜΒΟ≥§Ιΐ0.025 mmΓΘ
2ΓΔΆΩΫΚΙθΓΔ‘»ΫΚΙθ÷α≥–≤ΜΡήΡΞΥπΘ§ Ι”Ο–Γ”ΈœΕ÷α≥–ΓΘ
3ΓΔ‘»ΫΚΙθΙΈΫΚ“ΣΗ…ΨΜΓΘ
4ΓΔΗυΨίΟφ÷ΫΩΥ÷ΊΘ§ΨΓΝΩΦθ…ΌΆΩΫΚΙθ”κ‘»ΫΚΙθΒΡΦδœΕΘ®ΆΦ3T1Θ©Θ§Ήν–ΓΦδœΕΡή¥οΒΫ0.06 mm.Ε‘”ΎΒΆΩΥ÷ΊΟφ÷ΫΘ§”ΠΫΪΆΩΫΚΙθ”κ‘»ΫΚΙθΒΡΦδœΕΒςΒΫ0.08 mmΓΘ

