
ΓΓΓΓ“ΜΓΔΙΛ“’Νς≥Χ
ΓΓΓΓ1ΓΔ »α”ΓΆΏάψ÷Ϋœδ
ΓΓΓΓ»α”ΓΆΏάψ÷Ϋœδ «÷±Ϋ”‘ΎΆΏάψ÷ΫΑε…œΫχ––»αΑφ”ΓΥΔΘ§≤ΔΨ≠ΩΣ≤έ―ΙœΏΓΔΕΛ’≥ΫαΚœΚσ–Έ≥…ΒΡ≤ζΤΖΓΘ
ΓΓΓΓΧΊΒψΘΚ
ΓΓΓΓΔΌ. ΖυΟφ¥σ
ΓΓΓΓΔΎ. ΦέΗώΒΆ
ΓΓΓΓΔέ. Ω…“‘ΝΣΕ·…ζ≤ζ
ΓΓΓΓΔή. ÷Ϋœδ«ΩΕ»ΫΒΒΆ±»Ϋœ…Ό
ΓΓΓΓΔί. ”ΓΥΔΨΪΕ»≤ΜΗΏ
ΓΓΓΓΔό. ÷ΤΑε”–“Ή”–Ρ―Θ§ΈΡΉ÷œΏΧθΗε÷ΤΑφ»ί“ΉΘ§ΥΡ…ΪΆΦœώ÷ΤΑεΡ―Ε»¥σΓΘ
ΓΓΓΓΔΏ. ”ΓΥΔΤΖ÷ Έ»Ε®–‘≤ΜΚΟΘ§÷ς“ΣΧεœ÷ΈΣ”ΓΥΔΡΪ…Ϊ…ν«≥≤Μ“ΉΩΊ÷ΤΓΘ
ΓΓΓΓ2ΓΔ »α”Γ÷Ϋœδ…ζ≤ζΆΦ Ψ
ΓΓΓΓ3ΓΔ Υ°”Γ÷ΫœδΒΡ…ζ≤ζΝς≥Χ

ΓΓΓΓ5ΓΔ ΤδΥϋΆΏάψ÷ΫœδΒδ–ΆΙΛ“’Νς≥Χ

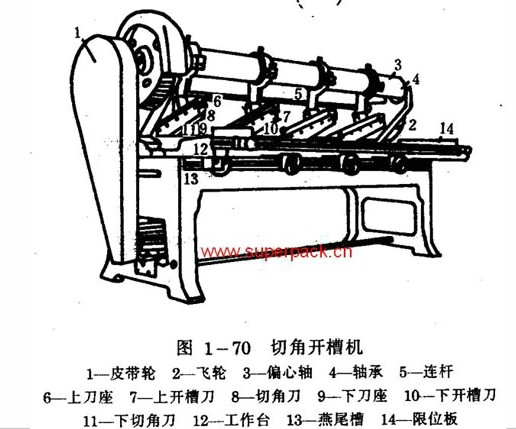
ΓΓΓΓFFG «“Μ÷÷ΡΘΩι ΫΝΣΕ·…η±ΗΘ§ΥϋΩ…“‘ Βœ÷Εύ…Ϊ»α”ΓΓΔΩΣ≤έΓΔ‘≤―Ι‘≤ΡΘ«–ΓΔ’έΒΰΓΔ’≥œδΚΆάΠ‘ζ“ΜΧε Ϋ…ζ≤ζΙΛ“’ΓΘ
ΓΓΓΓ6ΓΔ ΤδΥϋΆΏάψ÷ΫœδΒδ–ΆΙΛ“’Νς≥Χ
ΓΓΓΓ’β «Ήν¬δΚσΒΡ÷Ϋœδ…ζ≤ζΖΫ ΫΘ§÷Μ”–‘Ύ“Μ–©ΈΔ–ΓΙφΡΘΘ§…η±Η¬δΚσΒΡΙΛ≥ß Ι”ΟΓΘ
ΓΓΓΓΕΰΓΔ»α”Γ÷Ϋœδ≥–”Γ≤ΡΝœ
ΓΓΓΓ1ΓΔ»α”ΓΒΡΦΗ÷÷÷ΫΑεάύ–Ά

ΓΓΓΓ2ΓΔΆΏάψ÷ΫΑε…ζ≤ζΆΦ Ψ

ΓΓΓΓ»ΐΓΔΆΏάψ÷ΫΑε»αΑφ”ΓΥΔ
ΓΓΓΓ1ΓΔ»αΑφ”ΓΥΔΆΦ Ψ
ΓΓΓΓ»α”ΓΜζΘΚ÷±Ϋ”‘ΎΆΏάψ÷ΫΑε…œ”ΓΥΔΆΦΑΗΈΡΉ÷Θ§”ΓΥΔΨΪœΗΕ»Ϋœ≤ν
ΓΓΓΓ2ΓΔ»α–‘ΑφΒΡ÷ΤΉς

ΓΓΓΓ3ΓΔΥ°–‘”ΆΡΪΒΡ…ζ≤ζ

ΓΓΓΓ4ΓΔΥ°ΡΪ”ΓΥΔΜζΫι…ή
ΓΓΓΓ5ΓΔ”ΓΥΔΜζΒΡ”ΓΥΔ‘≠άμ
ΓΓΓΓ·”ΓΥΔΜζ «άϊ”ΟœπΫΚΙθ(ΨυΡΪΙθ)ΫΪ”ΆΡΪ≤έ÷–”ΆΡΪ¥ΪΒί÷Ν”ΓΥΔΙωΆ≤…œΒΡ”ΓΑφ…œΘ§¥”ΕχΫΪΥυ–ηΒΡΈΡΉ÷ΜρΆΦΑΗΦΑΤδΥϋ–≈œΔ”ΓΥΔ÷Ν÷Ϋœδ±μΟφΓΘ
ΓΓΓΓ6ΓΔ≥ΘΦϊΥ°ΡΪ”ΓΥΔΜζάύ–Ά
ΓΓΓΓΒΞ…ΪΥ°ΡΪ”ΓΥΔΜζΓΓ

ΥΪ…ΪΥ°ΡΪ”ΓΥΔΜζ

ΓΓΓΓ7ΓΔ Εύ…ΪΥ°ΡΪ”ΓΥΔΜζ
ΓΓΓΓΩ…Ϋχ––»ΐ…ΪΓΔΥΡ…ΪΜρΗϋΕύ…ΪΒΡΥ°ΡΪ”ΓΥΔΙΛ“’

ΓΓΓΓ8ΓΔ ΥΡ…ΪΧΉ”Γ
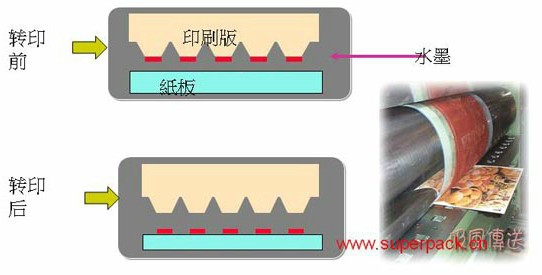
ΓΓΓΓΕ‘ΆΦΈΡΑ¥C/M/Y/KΥΡ…ΪΖ÷…ΪΘ§≤Δ‘ΎΗΏΧΉΉΦΨΪΕ»Υ°ΡΪ”ΓΥΔΜζ…œΕ‘ΆΏάψ÷ΫΑεΫχ––ΧΉ”ΓΒΡΙΛ“’Θ§”ΓΥΔΤΖ÷ ΫϋΥΤ”ΎΫΚ”ΓΓΘ

ΓΓΓΓΥΡΓΔΖ÷÷Ϋ―ΙœΏ


ΓΓΓΓ≥ΘΦϊΈ ΧβΦΑΕ‘≤Ώ
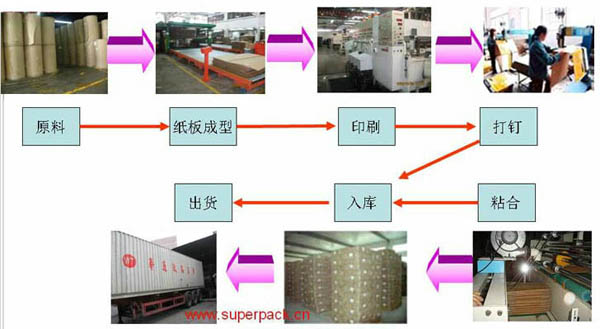
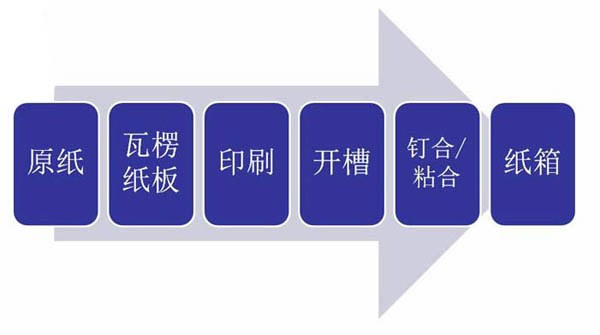
ΓΓΓΓΈεΓΔΩΣ≤έ¥ρΫ«
ΓΓΓΓΗυΨί÷ΫœδΧΊΒψΘ§“ΜΑψ…η÷Ο”–»ΐΉιΩΣ≤έΒΕΚΆ“ΜΉι«–Ϋ«ΒΕΘ§Ι «–Ϋ«ΩΣ≤έΜζ”÷≥ΤΥΡΝΣ““Ή÷ΜζΓΘΥυ”–…œΒΕ”κΒΕΉυ“ΜΤπΑ≤ΉΑ‘Ύ«ζ±ζΝ§ΗΥΜζΙΙΒΡΝΣ÷α…œΘ§Υφ«ζ÷αΒΡ‘ΥΉΣ≤ζ…ζΫœΗΏΒΡΥ≤ ±≥ε«–ΝΠΚΆΦτ«–ΝΠΘ§ΫΪ≤έΩΎΚΆ¥νΫ”…ύΆβΒΡ÷ΫΑε«–≥ωΓΘΒςΫΎΒΕΦδΨύάκΘ§Ω…≥ε«–≥ω≤ΜΆ§ΙφΗώΒΡΆΏάψ÷ΫœδΓΘ

ΓΓΓΓ≥ΘΦϊΈ ΧβΦΑΕ‘≤Ώ
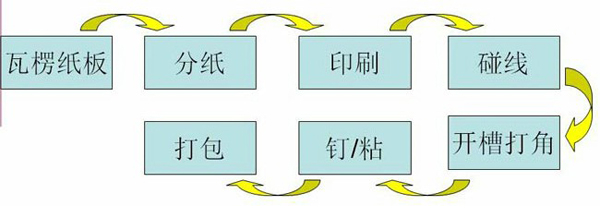
ΓΓΓΓΝυΓΔΡΘ«–ΙΛ“’
ΓΓΓΓΆΏάψ÷ΫΑεΡΘ«–ΜζΩ…Ά§ ±Άξ≥…―ΙœΏΓΔ«–Ϋ«ΓΔΩΣ≤έΓΔ≥ε«–Χα ÷ΚΆΆΗΤχΩΉΘ§”»Τδ Κœ÷ΤΉς“λ–Ά÷ΫœδΓΘΗυΨίΡΘ«–ΜζΫαΙΙΚΆΙΛΉςΖΫ ΫΘ§ΡΘ«–ΜζΩ…Ζ÷ΈΣ‘≤―Ι‘≤ΓΔΤΫ―ΙΤΫΓΔ‘≤―ΙΤΫ»ΐ÷÷ΓΘ
ΓΓΓΓΈ‘ ΫΤΫ―ΙΤΫΡΘ«–Μζ

ΓΓΓΓ‘≤―Ι‘≤ΡΘ«–
ΓΓΓΓ‘≤―ΙΤΫΡΘ«–Μζ
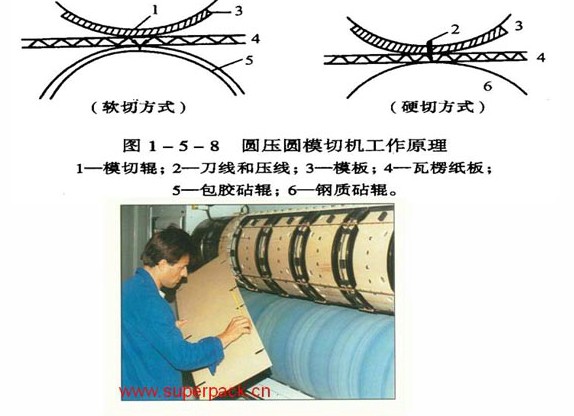
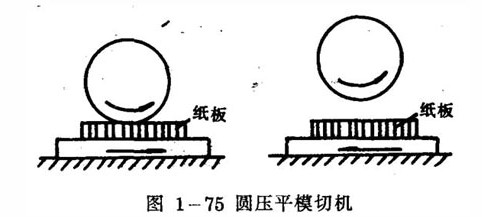
ΓΓΓΓ‘≤―ΙΤΫΡΘ«–ΜζΙΛΉς‘≠άμ»γΆΦ1-75Υυ ΨΘ§ΡΘ«–ΑεΑ≤ΉΑ‘ΎΆυΗ¥‘ΥΕ·ΒΡΤΫΧ®…œΘ§”…ΙωΆ≤Φ”―ΙΡΘ«–ΓΘΡΘ«–ΚσΙωΆ≤…ΐΤπΘ§ΤΫΧ®ΆΥΜΊΘ§≥ε«–ΚΟΒΡœδ≈ς±Μ»ΓΉΏΘ§»ΜΚσΖ≈“Μ’≈¥ΐ«–÷ΫΑεΓΘ”…”ΎΤΫΧ®ΆυΗ¥‘ΥΕ· Ι––≥Χ“ΜΑκΈΣΩ’ΉΣΘ§“ρ¥Υ…ζ≤ζΥΌΕ» ήΒΫœό÷ΤΘ§‘Φ40’≈/minΓΘ
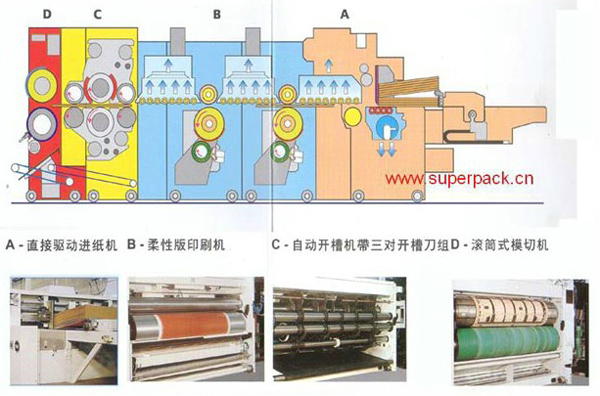
ΓΓΓΓΤΏΓΔΕΛΓΔ’≥ΙΛ“’
ΓΓΓΓΕΛœδΙΛ“’
ΓΓΓΓΕΛœδΜζ «άϊ”ΟΧζΥΩΫΪ÷ΫœδΝΫ¥ν…ύΫ”ΆΖΕΛΚœ‘Ύ“ΜΤπΒΡΜζ–ΒΓΘΥϋ”–ΑκΉ‘Ε·”κ»ΪΉ‘Ε·Β»Μζ–ΆΘ§ΙΛΉς‘≠άμάύΥΤ”ΎΕ© ιΜζ
ΓΓΓΓΕΛΫ”ΖΫ ΫΩ…Ζ÷ΈΣ÷±ΕΛΓΔΚαΕΛΚΆ–±ΕΛ»ΐ÷÷ΓΘ–±ΕΛ”÷Ζ÷ΈΣΒΞ–±ΕΛΚΆΥΪ–±ΕΛΝΫ÷÷Θ§“‘ΥΪ–±ΕΛΫ”ΆΖΉνάΈΓΘ
ΓΓΓΓ ÷Ε·ΕΛœδΜζ

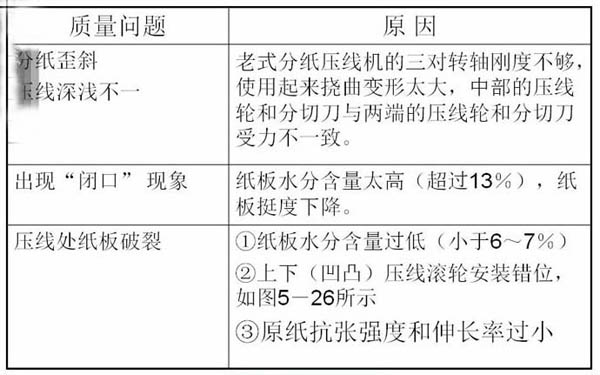
ΓΓΓΓ»ΥΙΛΕΛœδ ±Θ§ ΉΈ≤ΕΛΨύΦΑΕΛΨύΨυ‘»–‘Ψυ”…≤ΌΉς’ΏΒΡ λΝΖΕ»ά¥’ΤΩΊΘ§άΆΕ·«ΩΕ»¥σΘ§«“…ζ≤ζ–߬ ≤ΜΗΏΓΘΕχΑκΉ‘Ε·ΦΑ»ΪΉ‘Ε·ΕΛœδΜζΘ§“ΜΖΫΟφΫΒΒΆΝΥΙΛ»ΥΒΡ«ΩΕ»Θ§Νμ“ΜΖΫΟφΧαΗΏΤδΕΛΨύΒΡΨυ‘»Ε»Θ§ΧαΗΏ≤ζΝΩΒΡΤΖ÷ ΓΘ
ΓΓΓΓΑκΉ‘Ε·ΕΛœδΜζ

ΓΓΓΓ“άΩΩ»ΥΙΛΫχ÷ΫΫχ––ΕΛœδΉς“ΒΘ§άΆΕ·«ΩΕ»ΒΆ”Ύ ÷ΙΛΕΛΜζΘ§ΥΌΕ»Ω…¥οΟΩΖ÷÷”400ΕΛΓΘ
ΓΓΓΓ»ΪΉ‘Ε·ΕΛœδΜζ

ΓΓΓΓΉ‘Ε·Ι©÷ΫΓΔΉ‘Ε·¥ρΕΛΓΔΉ‘Ε·’έΒΰΓΔΉ‘Ε·–Θ’ΐΓΔΉ‘Ε·Ε‘¬κΓΔΉ‘Ε·ΦΤ ΐΘ§Ή‘Ε·Ε―¬κ δ≥ωΘ§±δΤΒΒςΥΌΓΔ¥ΞΟΰΤΝ δ»κ ΐΨί
ΓΓΓΓ ÷ΙΛ’≥œδ
ΓΓΓΓ ÷ΙΛ’≥œδ≥…±ΨΉνΒΆΘ§ΒΪ «–߬ ≤ΜΗΏΓΘ

ΓΓΓΓΑκΉ‘Ε·’≥œδΜζ
ΓΓΓΓ“άΩΩ ÷ΙΛΥΆ÷ΫΘ§”…ΜζΤςΆξ≥…’έΒΰΘ§…œΫΚΦΑ’≥ΚΆΒΡΙΛ“’ΓΘ¥Υάύ…η±Η…ζ≤ζ–߬ ≤ΜΗΏΘ§ΤΫΨυΟΩ–Γ ±Ω…’≥1000ΗωΉσ”“ΓΘ

ΓΓΓΓ»ΪΉ‘Ε·’≥œδάΠ‘ζΜζ
ΓΓΓΓ”…Ι©÷Ϋ≤ΩΓΔΆΩΫΚ’έΒΰ≤ΩΓΔΦΤ ΐΕ―Μΐ δ≥ω≤ΩΚΆ»ΪΉ‘Ε·άΠ‘ζ≤ΩΥΡΗω≤ΩΖ÷Ήι≥…ΓΘΗΟΜζ÷ς“Σ”Π”Ο”Ύ≤ ”ΓΑϋΉΑΤσ“ΒΒΡ÷ΫœδΘ§÷ΫΚ–’≥ΚœΙΛ–ρΓΘ±δΤΒΒςΥΌΘ§PLCΩΊ÷ΤΘ§¥ΞΟΰΤΝ δ»κ ΐΨίΘ§≤ΌΉςΦρΒΞΩ…ΩΩΓΘΉ‘Ε·Ι©÷ΫΘ§ΉΏΕ·’έΒΰΘ§Ή‘Ε·ΦΤ ΐΘ§Ή‘Ε·Ε―¬κ δ≥ωΚΆΉ‘Ε·άΠ‘ζΓΘ
ΓΓΓΓ¥Υ…η±Η–߬ ΦΪΗΏΘ§“ΜΧ®ΜζΤς“ΜΧλΩ……ζ≤ζ15ΆρΗωœδΉσ”“ΓΘ


