
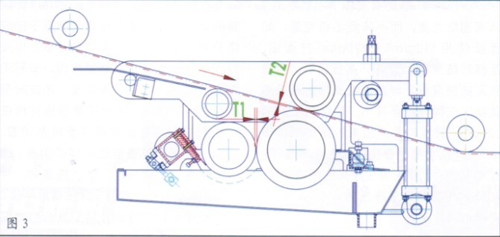
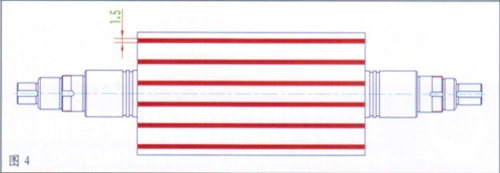
5ΓΔΗυΨίΆΏάψάψ–ΆΒΡ¥σ–ΓΘ§Βς’ϊ―Ι‘ΊΙθΦδœΕΘ®ΆΦ3T2Θ©Θ§±Θ÷Λ‘ΎΆΏάψάψΕΞΆΩΫΚΩμΕ»‘Φ2mm.Β±ΜζΤςΒΆΥΌΜρΆΘΜζ ±Θ§Ω…“‘Ω¥ΒΫΆΩΫΚΙθ…œ“ΜΧθ“ΜΧθΒΡΆΩΫΚ”ΓΚέΘ§ΨΆΩ…“‘≈–ΕœΆΩΫΚΙθΩμΕ»ΓΘ‘Ύ±Θ÷Λ÷ΫΑε±Ί“Σ’≥ΚœΒΡ«ιΩωœ¬Θ§ΆΩΫΚΩμΕ»‘Ϋ’≠Θ§‘ΫΡήΦθ«αΜρΦθ…Ό¥ξΑεΉ¥Θ§Ά§ ±ΫΎ ΓΫΚΝΩΓΘΆΦ4÷–Κλ…ΪΨΆ «ΆΩΫΚ”ΓΚέΓΘ
6.…œΫΚΜζ±δΥΌΘ§‘ΎΒΆΥΌ ±Θ§Ω…“‘Ή‘Ε·ΒΊΦ”¥σΫΚΝΩΘΜ‘ΎΗΏΥΌ ±Θ§Ω…“‘Ή‘Ε·Φθ…ΌΫΚΝΩΓΘ’βΩ…“‘≤Ι≥Ξ‘Ύ≤ΜΆ§ΒΡΜζΤςΥΌΕ»œ¬πΛΚœΦΝ…χΆΗ«ιΩωΒΡ±δΜ·Θ§ «Φθ…Ό¥ξΑεΉ¥ΒΡΗΏΒΆ≤ΜΤΫΒΡΗ®÷ζ ÷ΕΈΓΘ
7.Ε‘”Ύ≤…”ΟΒγΤςΩΊ÷Τ…œΫΚΜζΓΔΚφΒάΆ§≤Ϋ…ζ≤ζœΏΘ§“Σ«σΒΞΟφΆΏάψ÷ΫΑε”κΆΩΫΚΙθΡήΨΪ»ΖΆ§ΥΌΘ§Έσ≤ν≤ΜΒΟ≥§Ιΐ1%Θ§±Θ÷Λ≤ΜΖΔ…ζΒΞΟφΆΏάψ‘ΎΆΩΫΚΙθ…œ≤κ ‘ΒΡ«ιΩωΓΘΕ‘”ΎΚφΒάΆ®ΙΐΝ¥Χθ¥ΪΕ·ΒΫ…œΫΚΜζΒΡΜζ–ΆΘ§Υϋ «Ά®ΙΐΜζ–ΒΆ§ΥΌΆξ≥…ΒΡΘ§ΤδΥΌΕ»Ά§≤Ϋ–‘ΡήΚΟΓΘ
8.ΡΞΥπΝΥΒΡΆΏΙθΜα≤ζ…ζ¥ξΑεΉ¥ΗΏΒΆ≤ΜΤΫΒΡ«ψœρΘ§ΗΏ-ΒΆάψΈ Χβœϊ≥ΐΜρΦθ…Ό”–άϊ”ΎΦθ«α¥ξΑεΉ¥ΒΡΗΏΒΆ≤ΜΤΫΓΘ
9.V–Άάψ–ΆΆΩΫΚΩμΕ»’≠Θ§”–άϊ”ΎΦθ…Ό¥ξΑεΉ¥Θ§ΒΪ≥ίΕΞ‘≤ΑκΨΕΧΪ–ΓΘ§ΆΏΙθ ΌΟϋΕΧΓΘ
10.Βς’ϊΆΩΫΚΙθ«ΑΚσΒΦ÷ΫΙθΈΜ÷ΟΘ§ΩΊ÷ΤΒΞΟφΆΏάψ÷ΫΑε‘ΎΆΩΫΚΙθΒΡΑϋΫ«Θ§Φθ…ΌΆΩΫΚΝΩΓΘ
11.Βς’ϊ…œΫΚΜζΆχΈΤΙθΒΡΡΩ ΐΜρΆχΈΤΒΡ–ΈΉ¥Θ§ΡήΦθ…ΌΆΩΫΚΝΩΓΘΗυΨίΫΚΥ°πΛΕ»―Γ‘ώΆχΈΤΒΡ–ΈΉ¥ΚΆΡΩ ΐΓΘ
12.ΗΡΚφΒά―ΙΙθ≥…―ΙΑεΩ…“‘Φθ«αΆΏάψ¬ΕάψΓΘ―ΙΑεΩ…“‘ΗΡ…Τ÷ΫΑε’≥ΚœΓΔΕ®–ΆΓΘ

