
某客户提供了一个如图1左图所示的“经高温热合处理后,在非封口处显现的气泡”的不良样品。
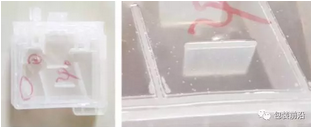
图1 不良样品图片
该产品为一个喷墨打印机的墨盒,它由一个聚丙烯的注塑件和一张复合膜的侧边封盖材组合而成。
复合膜的结构为PET/PA/CPP。
据客户反馈,墨盒加工厂的热合温度条件为250~290℃,热合时间与热合压力条件不详。
客户所要咨询的问题是:在将复合膜热合到墨盒的过程中,当温度为290℃时,复合膜与墨盒间的热合状态(强度)符合下游客户的要求,但在复合膜的非热合区域无规则地出现了如图1右图所示的肉眼可见的气泡。
如果将热合温度适度降低,则显现出来的气泡的数量会减少,其尺寸会缩小。
当温度降低到250℃时,在复合膜的非热合区域未再显现出肉眼可见的气泡。
另据客户反馈,将该复合膜剥开后,发现小气泡是存在于PA/CPP的层间
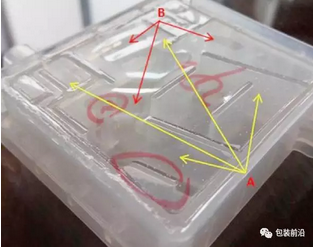
图2 该不良样品的斜视图
在该图的黄色箭头所指示的A区域是有气泡显现的区域,在由红色箭头所指示的B区域则是没有气泡显现的区域。
A区域复合膜的透明度比较差,且呈现出平直/绷紧的状态。
B区域复合膜的透明度比较好,且呈现出松弛/有波浪形皱纹的状态。
从常识角度讲,该结构复合膜的透明度应当是如图中B区域所示的状态,而且其平整度也应是比较好的。
所以,A区域透明度较差的状态显然是受热过度的结果。而且,与B区域的不平整状态相比较,A区域的平直/绷紧的状态显然是该区域的复合膜受热后,发生了较大幅度的热收缩的结果(与热合模板的设计形状有关)。这与基材的热收缩率有关。
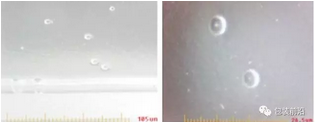
图3 气泡的显微状态
图3的两张图片分别是在10倍和40倍的光学放大倍率下的气泡的状态。
从该复合膜透明度的状态来看,客户在进行复合加工时曾经使用了平滑辊。
从右图3中可以发现,在两个直径大约为130um的小气泡的中心处都有一个直径大约是3~5um的“小白点”。这个“小白点”应当是基材中开口剂之类的物质,很有可能是存在于PA膜中的开口剂。
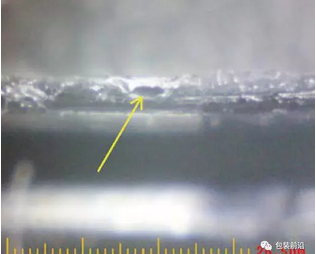
图4 样品中某个气泡的剖面图
图中的由黄色箭头所指示的“黑洞”即是在高温条件下所形成的气泡。从图中可以看出该气泡确实是存在于PA/CPP的层间。
综合以上的信息,可以得出如下的判断:
上图所示气泡产生的原因:
1、在该三层复合膜中的PA/CPP层间存在肉眼难以观察到的、以开口剂为核心的微小气泡;
2、PA/CPP层间的残留溶剂量较大;
3、热合条件过于强烈,使得微小气泡或残留的溶剂受热膨胀为肉眼可见的气泡。
4、热合条件过于强烈的原因可能是PP注塑件的熔点明显高于所使用的CPP膜。
对策:
一、下游客户
1、在可能的条件下,降低所使用的PP粒料的熔点;
2、在可能的条件下,降低热合温度;
二、包材加工企业
1、在可能的条件下,选用热合层的熔点与注塑件的PP粒料的熔点相接近的CPP膜;
2、调整复合工艺条件,例如增加复合压力和复合辊的温度,尽量使复合膜中不存在微小气泡;提高烘干箱的温度或降低复合加工速度以减少复合薄膜中的残留溶剂量。
3、对熟化后的复合薄膜采用“灼烧法”检查复合膜中是否存在微小气泡,并判断微小气泡存在于哪一个层间。

