
多工厂接口架构
PEC层提供多种与车间设备接口方式,特别针对常用的设备,已有插件配置,可直接配置完成连接,例如阿特拉斯\马头的拧紧设备、Fanuc\西门子数据机床、梅特勒\赛多利斯的电子称,这样可以让多工厂的PEC能尽量功能统一,维护简单,以下是PEC常用接口:如图6所示。
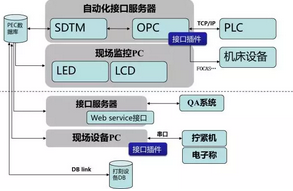
图6 自动化接口服务
在PEC和PMC之间的数据传输,采用MQ消息机制传输,确保数据传输的稳定与高效,一个集团PMC可支持与多个工厂的PEC接口通讯,即使是某个工厂的生产模式非常特殊,那么它的PEC系统,能独立运行,基础数据、计划等可以用导入方式,例如企业在国外投资一个组装工厂,生产计划不稳定,完全人工制定,产量也不大,那么就只需要部署一个简易的PEC车间系统,不需要和集团PMC系统接口。
以下是集团PMC和车间PEC的接口模型:如图7所示。
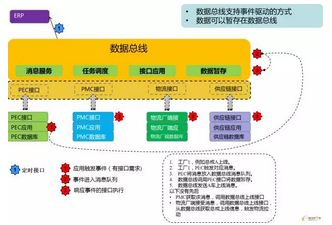
图7 集团PMC和车间PEC的接口模型
PMC,PEC多工厂架构完成后的方案如下:如图8所示。
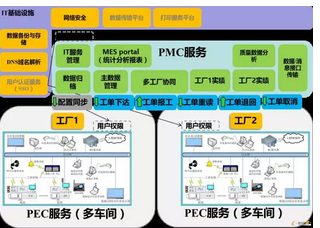
图8 PMC,PEC多工厂架构完成方案
这里特别要强调从设备到上位数据传递的变化,即要按数据频率,分散在设备层、车间控制层、MES层、ERP层,而且越往设备层,数据传输频率越高,数据缓存越小;例如设备停线数据,如果是设备瞬间中断的毫秒级数据,在设备层只会有短暂的脉冲信号存储,而到了秒级的停线信号,则会发给车间PLC层,在PLC里做一定缓存,显示在车间HMI显示屏幕,提醒车间注意,而如果是分钟级别的停线信号,则要发给MES,在MES存储,维护停线原因,并做分析班次、车间的停线分析报表,而ERP需要的停线数据,则需要到月数据,年数据;这样的数据设计分布,会把高频率的信息交互交给底层处理,而减少上位系统的处理压力。这个设计模型,也贯穿在SmartWork的多工厂模型中,从而提高了MES平台的稳定性。如图9所示。
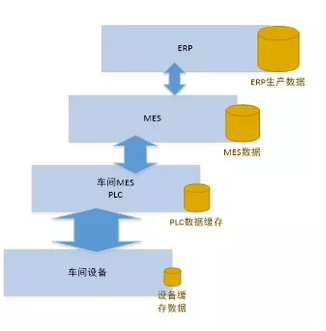
图9 层次设计模型
5 多工厂对象建模
关于在构建PEC车间执行层时,如何能满足一个集团多个不同制造形态,必须要在MES平台依据ISA95要求的4类9大模型来进行生产建模,这样才能灵活配置生产过程,而不是为一个生产形态而开发一套系统,那样就无法做到一个集团下MES系统的高度整合。HanThink SmartWork即是按ISA95来构建工厂对象,用对象配置,以及提供对象API方法,快速构建工厂生产流程:如图10所示。
图10 HanThink SmartWork
6 总结
集团制造业选择集中式部署还是分布式部署,取决于MES要实现什么样的目标,以及规划的MES方向。如果MES重点在车间控制,与设备高度集成,那么毫无疑问是用分布式部署,集团报表管理模式;如果MES重点在生产管理,统一生产协调,而把设备采集、控制已分布到各个设备供应商完成了;而且多工厂的生产模式比较统一,那么MES可以集中部署,方便维护与管理。
······THE END······

