
【看点】在软包装厂的每个工艺过程开始前,都会提前做好一个工艺单。小编看到某软包厂的复合工艺单和分切工艺单,现列出来,供行业厂家参考对照。

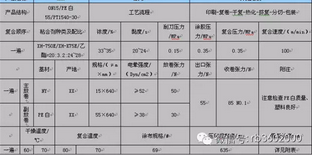
复合工艺单(具体数据由生产需求设定,表格仅为参考)
附表: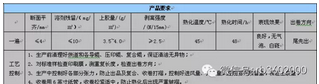
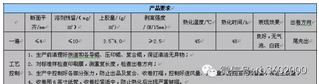
分切工序工艺卡(具体数据由生产需求设定,表格仅为参考)
|
分切工序工艺卡 |
|||
|
产品名称 |
xxxxx |
||
|
订货厂家 |
xxxxx |
膜卷长度/m |
600 |
|
产品结构 |
PET12//PE80 |
膜卷宽度/mm |
525±0.5 |
|
出卷方向 |
尾先出 |
重复长度/mm |
中国:400±0.5 澳洲:360±0.5 |
|
卷/箱 |
1 |
断面平齐度/mm |
≤1 |
|
包装箱 |
纸箱(QS): 300mm×300mm×540mm |
接头数 |
≤2 ≤1个接头的≥60% =2个接头的≤40% |
|
下刀位置 |
单光点,光点外2mm处下刀,偏差≤±0.5mm,保证不切到光电和印刷图案 |
||
|
工艺要点 |
1、接头用30mm宽的红胶带,在非印刷面单面对接,图案对齐,不能粘在光点部位,要夹条标志,接头处在非光点侧作出突出断面3~5mm的夹条标志; 2、必须将各部位导辊清理干净,防止灰尘及划伤; 3、在上卷、下卷、接头部位必须严格检查印刷质量及复合是否有两层皮现象; 4、严格对照印刷标准样检查印刷色差; 5、接头要求:籍外合格证右下角用黑油性笔表明“接头数”,托一箱中两卷接头数不同,当一卷为1个,另一卷为2个时,则“12”;若接头数相同则表明一个即可(整卷的管芯内不贴合格证)。零头卷每卷膜处用50mm宽绿色美纹纸居中粘贴,合格证上注明米数和接头数。 6、客户要求收卷紧; 7、材料代码:中国为P13406,澳洲为P11220; 8、第一次改版要注明改版日期; 9、合格证上须添加材质结构(以生产订单为准)。 |
||
|
包装要求 |
箱内垫大块PE膜,箱外四周封黄胶带,打“11”字包扎带
|
||

