
一、漏气、漏液

图1
客户表述的“漏气”、“漏液”等相关不良现象可以分成以下四种情况:
A. 下机时,封口外观不良,如图1所示,在封口区域仍有内容物存在。
B. 下机时,袋子的封口外观良好,在客户进行“挤压试验”时,有液体从封口处“渗出”或袋内的气体减小。
C. 下机时,袋子的封口外观良好,在客户进行“挤压试验”时,封口的内缘被挤破,内装物部分进入封口区域及复合膜层间。如图2所示。
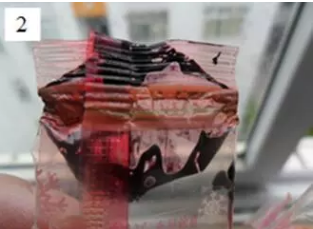
图2
D. 下机时,袋子封口的外观良好,但包装制品存放一段时间后,出现内装物受潮(粒状、粉状)或有流体从袋子的热封层之间渗出(液体)。
对于现象A,其原因应当是所使用的热封层薄膜(PE)的“夹杂物热封性”不良,即热封性材料的抗封口处污染的能力较差。解决的办法是在热封性材料中掺入适量的可提高夹杂物热封性的材料,例如离子树脂、EVA树脂、茂金属PE等。
对于现象B,其原因应当是滚花的啮合度不良所导致。解决办法是调整热封滚轮滚花的啮合度。
对于现象C,其原因应当是热合条件过于强烈,封口处的热封层已被过度挤薄,在“挤压试验”的压力作用下,热封层材料断裂并与表层材料发生分层。解决办法是适度降低热合条件,不使热封层材料被过度地熔化并被挤走。
对于现象D,其原因应当是与现象B相同,即滚花的啮合度不良所导致,但程度稍弱。解决办法是调整热封滚轮滚花的啮合度。

