
【看点】近日,山东省质量技术监督局官网公布2016年食品用塑料包装膜袋监督抽查结果,本次共抽查了山东省540家企业生产的547批次塑料膜袋、合格产品数537批,不合格10批次,抽样合格率为98.17%。
 山东省对547批次食品包装产品进行了监督抽查,合格537批次,不合格10批次
山东省对547批次食品包装产品进行了监督抽查,合格537批次,不合格10批次
近日,山东省质量技术监督局官网公布2016年食品用塑料包装膜袋监督抽查结果,本次共抽查了山东省540家企业生产的547批次塑料膜袋、合格产品数537批,不合格10批次,抽样合格率为98.17%。
检验项目包括封合强度、拉伸强度、断裂标称应变、直角撕裂强度、落镖冲击试验、自粘性、耐热性、镀铝层厚度、水蒸气透过量、氧气透过量、残留氯乙烯单体含量、锑、蒸发残渣、高锰酸钾消耗量、重金属、脱色试验、拉断力、剥离力、热合强度、耐介质性、耐压性能、跌落性能、感官、甲苯二胺、溶剂残留总量、苯类溶剂残留量等。不合格项目涉及溶剂残留量(总量)、溶剂残留量(苯类)、蒸发残渣 (4%乙酸)、蒸发残渣(正己烷)、氧气透过量、断裂伸长率、断裂标称应变(纵向)。
此次抽查10批次不合格企业产品名单
山东省产品质量监督抽查不合格产品及生产经销企业名单
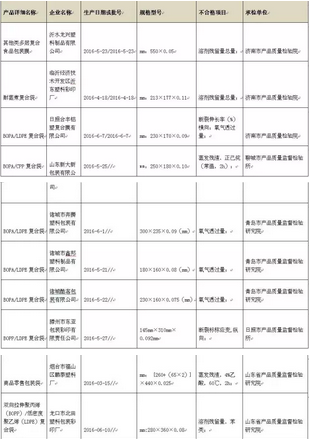
△点击可查看大图
使食品包装袋的溶剂残留量达到标准的8大攻略
1、从印刷材料塑料薄膜上进行控制
薄膜的本身也有一定的影响。如甲苯和其他溶剂对BOPP等聚烯烃膜有较好的亲和性,在薄膜上印刷时,特别是上墨面积大,墨层较厚的印刷品上,溶剂残留难以挥发,一些大规模的印刷厂家尽管拥有先进的设备,往往也难控制印刷品中溶剂的残留量。因此,在选用薄膜时应认真检查,让厂家提供合格证和质量标准。尽量选用大厂家生产的,因为他们的质量稳定性好些,不要使用过期的薄膜。
2、从印刷材料溶剂上进行控制
溶剂残留最大的一个原因是受溶剂性能的影响。选用无苯溶剂。无苯溶剂的种类为酯类溶剂、醇类溶剂、醇水等。各类溶剂的标准、含量不同,质量就不同,其含水率、沸点高低、挥发速度都会造成溶剂残留。在印刷过程中尽量少用或不用丁酯。
还有一种无苯溶剂,残留溶剂减少剂,无色透明液体燃点95℃、沸点205到250℃、密度0.7、不溶于水。如果油墨中溶剂含水率高,或含有高沸点溶剂都会造成油墨干燥速度下降,形成溶剂残留量高。印刷品质量和溶剂质量有很大关系,但很多印刷厂家都不太注重溶剂的质量检测,以至于造成残留问题。按照规定企业设有的化验室设备,就具有此项检测。要必须学会,做到批批检测,要求达到国标。
3、从印刷材料油墨上进行控制
应选用无苯油墨。无苯油墨可分为:无苯无酮系列、无苯有酮系列、脂溶系列、醇溶系列、醇水溶系列、水溶系列等。表印、里印墨。尽量选用有产品许可证的稳定性好的企业生产的产品,保持批批产品的稳定性。必须做到印什么样材质的薄膜就选用什么样的油墨,切不可乱用。不过也有不少企业买的是无苯无酮油墨,而在印刷过程中使用部分丁酮,这也会受到一定的影响。尽量与客户沟通,减小印刷面积,降低印刷墨层。
4、从复合材料粘合剂上进行控制
应控制聚氨酯粘合剂的甲苯二胺残留,甲苯二胺是聚氨酯粘合剂、聚氨酯油墨中的芳香族异氰酸酯和水的化学反应物。聚氨酯粘合剂、聚氨酯油墨中的游离单体,芳香胺已被确认具有很高的致癌毒性。
我国GB9683《复合食品包装袋卫生标准》中规定,经加热抽提处理后,包装袋的芳香胺(包括游离单体和裂解的碎片,以甲苯二胺计)含量不得大于0.004mg/L。目前,也有不少企业生产出水性粘合剂、醇溶粘合剂等。因此,使用稀释剂时,一定要达到国标。
5、从印刷机、复合机上进行控制
设备先进,最好采用比较好的印刷机印刷。如:印刷机速度快、所用稀料是快干型、干燥性能好、带有冷却辊、气味排放好等,能充分使油墨中的溶剂挥发彻底。
印刷机烘箱温度的调整,要根据承印物来确定。一般情况BOPP、PE、CPP烘箱温度在45度左右;PET、NY在50度左右。烘箱温高对无苯油墨的释放性产生更严重的影响,因为温度高会让无苯油墨连接料以及溶剂迅速挥发造成假干现象,因此,应加大冷风量,防止溶剂残留。
复合机、对复合工艺要求:复合机速的确定和控制,网线辊的选用,控制胶水粘度,控制上胶量,使胶水涂布均匀;加大通风量排除气味。控制烘箱各段温度,一般是70度、80度、90度左右;控制好大热鼓温度,一般控制在55度左右。
6、从固化、制袋上进行控制
固化要求:应选择阻隔性比较好内膜。如CPP、共挤PE等。复合粘合剂应选择双组份可进一步固化,固化时间一定不要低于二十四小时。固化室必须留有进气孔,进新鲜空气;留有排气孔,排出固化室中的气味。
制袋前应进一步倒一下卷,不能刚出固化室就制袋。应让固化好的卷材充分冷却到室温后,再进行制袋工作。
7、从健全各环节质量管理制度上进行控制
对进厂所有的材料进行检测并做好记录,不合格不能用。在生产环节中健全各工序管理制度,做到每进行一次工序都要坚持检测。印刷后的薄膜检测,再固化。制袋前进行检测,发现溶剂残留量过高立即查明原因并处理,否则袋子就不会合格。健全溶剂残留检测制度。要做到专人、专业化。
8、从环境及其他因素方面进行控制
环境包括车间环境、生产环境、温度湿度等。车间环境主要是基础设施,如厂房、地面、内墙等是否按标准建造,如是以前用作印刷含苯类溶剂的车间应必须更换,因为苯离子需很长时间才能挥发掉,对周围环境造成污染。温度湿度主要是在生产过程中,应控制好车间的温度湿度,在温度过高湿度过大时很容易使溶剂残留。防止静电的发生,造成印品质量不合格,严重会造成火灾。(来源:中国质量新闻网)

