
裂变(皱纹)作为一种表面整饰效果,在高档包装上的应用比较广泛。以往,我们通常采用网印工艺来实现裂变(皱纹)效果,但网印在生产过程中经常会出现一些问题。
采用凹印工艺代替网印工艺实现裂变(皱纹)效果,能够大大提高产品的生产效率和产品生产质量的稳定性,节约生产成本以及减少人工和资源浪费。下面,笔者将详细介绍凹印代替网印实现裂变(皱纹)效果的具体技术要求。
凹版制版参数的测试与设定
对凹版制版参数进行测试,以实现采用凹印工艺实现网印250目的裂变(皱纹)效果。
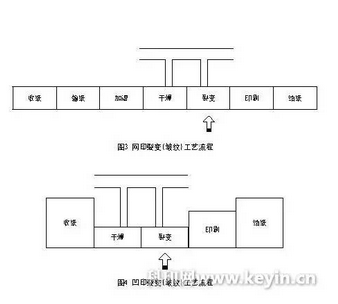
使用电子雕刻和激光雕刻两种制版工艺制作凹版,测试不同网穴形状凹版的裂变(皱纹)印刷效果,并与网印裂变(皱纹)效果进行对比,最终确定凹版制版工艺和网穴形状。如图1和图2所示分别为激光雕刻和电子雕刻的凹版网穴形状。
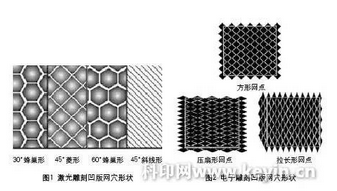
根据网穴形状及其储墨量和实际测试的印刷效果,最终选择激光雕刻制版工艺来制作凹版。
在测试1的基础上,再对不同深度的网穴进行测试,选择最接近或者最类似网印裂变(皱纹)效果的网穴进行深入修正,直到达到网印效果的要求为止。
分别测试深度为35μm、40μm、45μm、50μm、55μm网穴实际的印刷效果,并与网印250目的裂变(皱纹)效果进行比较,选择效果最接近的网穴深度,微调之后制作凹版。
印刷油墨的匹配
根据凹印油墨的印刷适性,选择合适黏度(2#察恩杯,黏度值为28~29秒)的油墨进行印刷效果的最终确定,并要求油墨供应商按此参数制作原墨,以便后续使用时无须再调整。
凹印设备的改造
除了对凹版制版参数进行测试与设定以及对印刷油墨进行匹配外,对原有单凹机进行改造也十分重要,这样才能满足凹印裂变(皱纹)工艺的干燥需求。
如图3所示,网印机具有较长的走纸通道,改造相对简单,比较容易实现裂变(皱纹)工艺。但单凹机受机型限制,改造难度较大。
要想在单凹机上实现裂变(皱纹)工艺,需要将裂变(皱纹)灯管安装在单凹机干燥装置前面,如图4所示;但由于单凹机走纸通道较短,要想将网印裂变(皱纹)工艺流程(从印刷到裂变、从裂变到干燥)在2500张/小时生产速度下裂变油墨的流平性和裂变效果的铺展性,在单凹机6500张/小时的生产速度下实现,就需要调节裂变(皱纹)灯管和干燥灯管的功率。
一般情况下,根据裂变油墨的流平性和裂变效果的铺展性,采用网印工艺时,从印刷到裂变需要的通道长度为2~3米,从裂变到干燥需要的通道长度为1~3米,那么采用凹印工艺时,要想在不大于2米的通道内实现同样的裂变(皱纹)效果,就必须要求凹印裂变(皱纹)灯管和干燥灯管的功率高于网印灯管的2倍以上,同时结合实际效果进行微调。
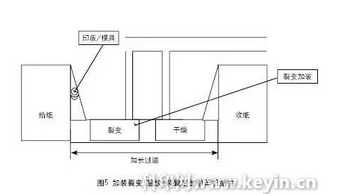
笔者公司通过对单凹机进行改造(改造后的结构如图5所示),采用凹印工艺很好地实现了网印裂变(皱纹)效果,不仅效率和质量得到了大幅提升,成本和能耗也有所下降,目前已实现批量生产。在此,笔者借凹印裂变(皱纹)工艺的改造抛砖引玉,希望相关流程和关键点的研究能使业内同行在其他工艺流程的改造中得到更好的启发。

