
干燥温度由溶剂的沸点和材料的耐温性、上胶量、胶粘剂类型等决定,必须与复合生产速度相匹配,使涂布在薄膜上的粘合剂的溶剂完全挥发。
如果干燥温度过低,溶剂的挥发速度慢,粘合剂及印刷膜中残存的溶剂就多,复合牢度差。
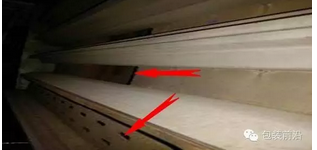
如果干燥温度过高,薄膜会被拉伸,产生皱折,复合后会出现隧道现象;同时溶剂急剧挥发,会出现假干现象,出现溶剂残留超标的现象。
烘道、烘箱干燥温度设置应由低至高,在薄膜刚进入烘道时,粘合剂中的溶剂蒸发容易,温度应低一点,使其慢慢蒸发。随着粘合剂粘度的升高,溶剂蒸发困难,应提高温度,使残余的溶剂完全蒸发掉而成为有一定粘性的膜层。如果第一道烘箱温度设置过高,当涂布的薄膜进入时,溶剂还没有来得及挥发,表面就已干燥直接将未挥发完的溶剂密闭在膜层中,经复合后无法及时挥发干净,出现残留超标及异味也就很正常了。这就要求我们设定梯度烘干温度,同时要注意保持干燥箱的干净与整洁。
一般来说,我们在烘道内设第一、二、三、四段温度,前三段分别为45~60℃、60~70℃、70~80℃,烘箱后段若无冷却轴,则第四段烘道温度应略低于第三段。
复合辊温度与压力
提高复合温度和压力,有助于提高粘合剂的二次流动性,促使粘合剂迅速湿润第二基材,并进入基材表面的孔隙中,从而使胶水完全润湿基材,从而将复合强度提高。通常复合温度为55~80℃,复合压力为46kg/cm2。

