
1)塑料薄膜的基础知识
1、一般讲厚度在0.25MM以下的片状塑料称为塑料薄膜,而厚度在0.25mm以上的称为片材。
2、塑料薄膜基材的性能,不仅同使用的塑料原材料粒子有密切的关系,还同薄膜的生产工艺及工艺参数有关。
3、同一种原料,由于生产方法的不同,在薄膜的各种性能上有较大的差别。
塑料薄膜的基材的加工方法:
1、挤出吹胀法
2、T膜法
3、拉伸法
4、留延法
5、压延法
其中挤出吹胀法应用最广,其次是双向拉伸法和T膜法等。
塑料薄膜根据生产工艺的不同而有几类:

2)挤出吹胀法
挤出吹胀法又称管膜法或泡管法,它是将塑料在挤出机中熔融塑化,通过环形膜头挤成膜管,由压缩空气将其吹胀冷却定型后制成薄膜的一种制模加工方法。
多层共挤复合技术的普及使得多层共挤吹胀法成为主要的薄膜基材成型方法。在软包装复合材料中,热封层基材主要采用挤出吹胀薄膜。
吹胀膜是用挤出吹塑的方法生产的薄膜,这种薄膜的性能处于定向膜同流延膜之间,强度比流延膜好,热封性比流延膜差,薄膜的性能同操作参数关系大。
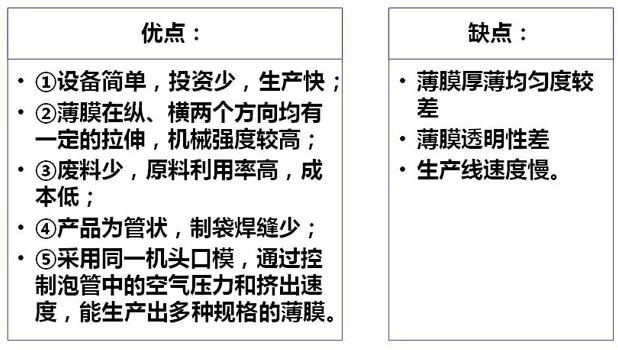
优缺点:
三种方法:
吹胀膜可以用英文I表示,如吹胀法生产的聚丙烯薄膜,成为IPP膜。常见的挤出吹胀膜有PE、PP、PVC、PA等薄膜。
吹胀法生产薄膜的工艺流程:
二次吹胀工艺:它是把经过吹胀息泡后的塑料薄膜,经加热辊加热后,再次吹胀,然后冷却收卷。二次吹胀工艺可以提高薄膜的开口性、提高薄膜的机械强度,生产出厚度更小的薄膜,而且薄膜的厚度的均匀性可以提高。
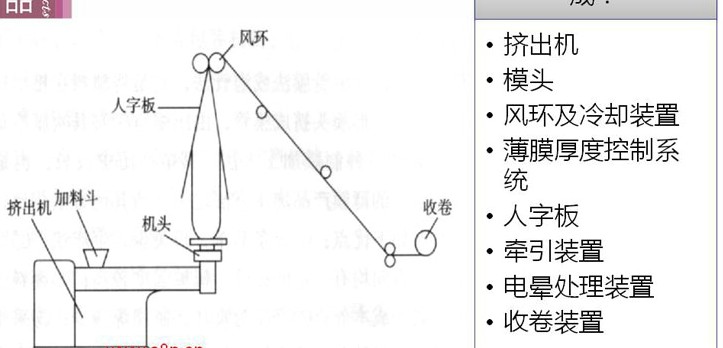
挤出吹胀设备——冷却装置厚度控制系统
l 风环及冷却装置
l 薄膜厚度控制系统
挤出吹胀设备——人字板牵引装置
l 人字板
l 牵引装置
3)流延法生产工艺
流延法生产的薄膜称为流延膜,用C作字头,如:流延聚乙烯薄膜称CPE膜。
溶剂型留延法的设备——流延机
带式流延机是将溶液流到一条表面有镜面层的不锈钢带上。
转鼓式流延机是将溶液流到一转筒上,转筒内部家人3是得溶剂蒸发。
溶剂流延薄膜的厚度取决于溶胶液的浓度、流延量及流延速度。流延量由调节流延嘴的刮刀与镜面层之间的距离进行控制。
挤出流延法生产工艺
挤出留延法生产工艺生产设备主要包括挤出机、T型模头、急冷辊、风刀、真空箱、定边装置和收卷装置等。
挤出机的主要作用是熔融、塑化、混炼、分散树脂原料,流延辊表面为非镜面结构,利用其表面微小的凹陷,将薄膜高速运动中带人的空气贮藏在微小的凹陷中,一方面放着薄膜同流延辊之间形成气体膜层,阻碍了薄膜的冷却效果,另一方面,防止在薄膜与流延辊之间形成气泡,使得薄膜出现气泡,严重影响薄膜的平整度。
4)拉伸法生产工艺
拉伸法是将熔融挤出的塑料树脂,在软化温度与熔融温度之间,经过,高倍的纵、横两个方向的拉伸冷却定型,制备高透明、高机械强度塑料薄膜的一种方法。
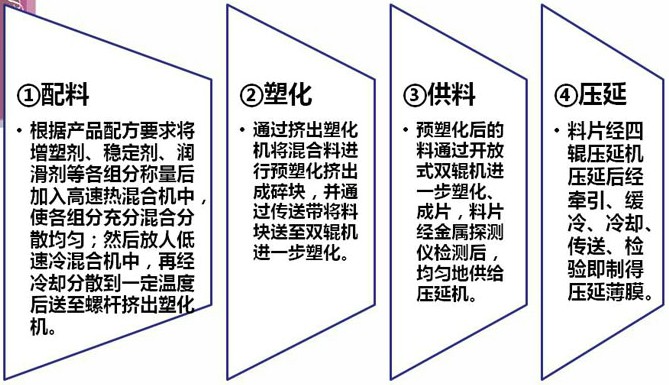
5)压延法生产工艺
压延法是将加热塑化的热塑性塑料通过两个以上相向旋转的辊间间隙,连续成型薄膜或片材的一种成型方法。
010-69584232

